溶接作業を繰り返して穴を埋めては空いての繰り返しでしたが、これ以上はMIG溶接とかのガスボンベ利用でないと厳しいようですね。
小さな穴は無視して溶接は完了し、塗装することにしました。
サンドブラストキャビネットの部材変更
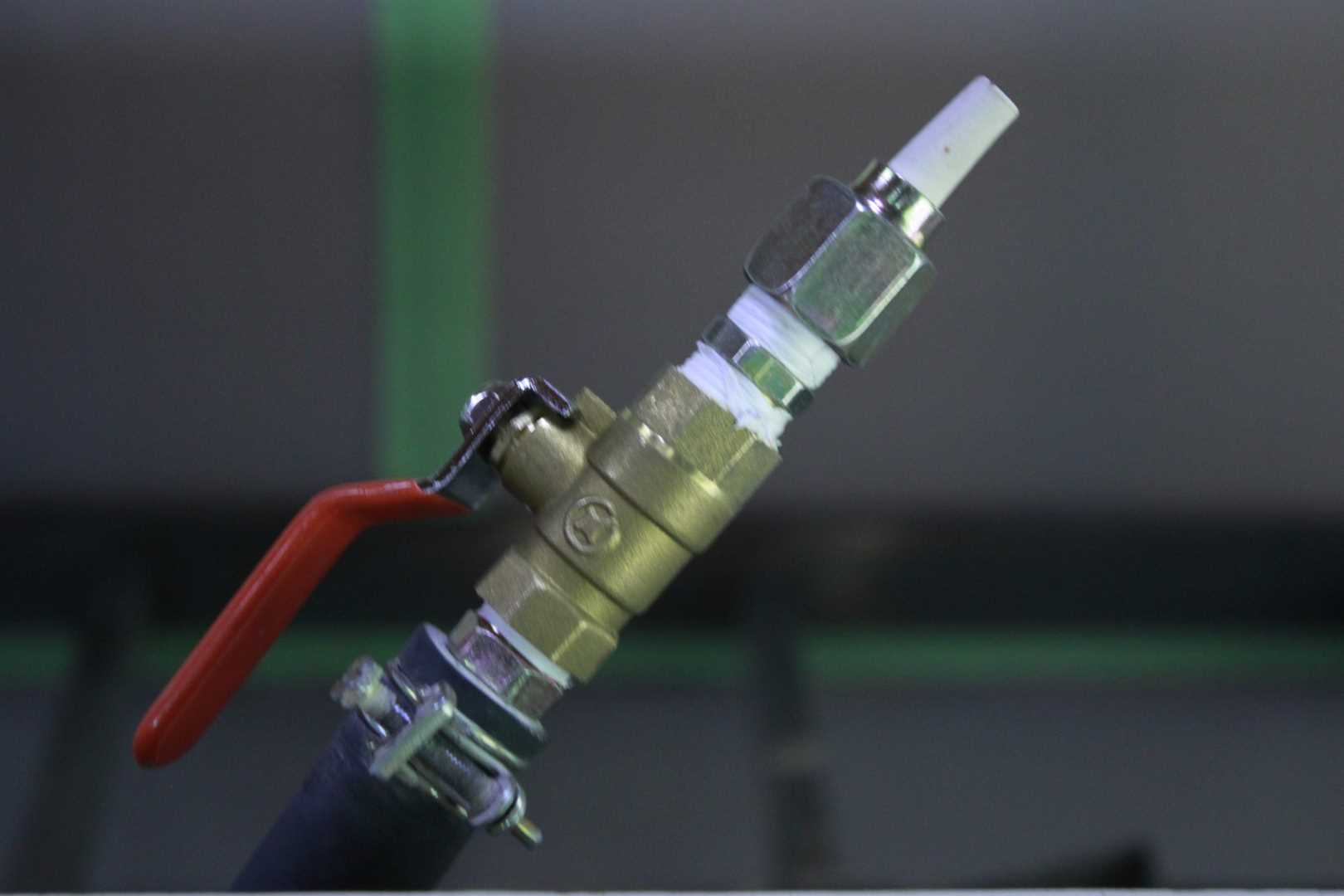
塗装前に表面を仕上げる為、サンドブラストしますが、今回直圧式サンドブラスターのノズルを交換しました。
下が古いやつで、上が新しいもの。これもいつか砂で削れまくってバルブがぶっ壊れるんだろうけど消耗品扱いかな?
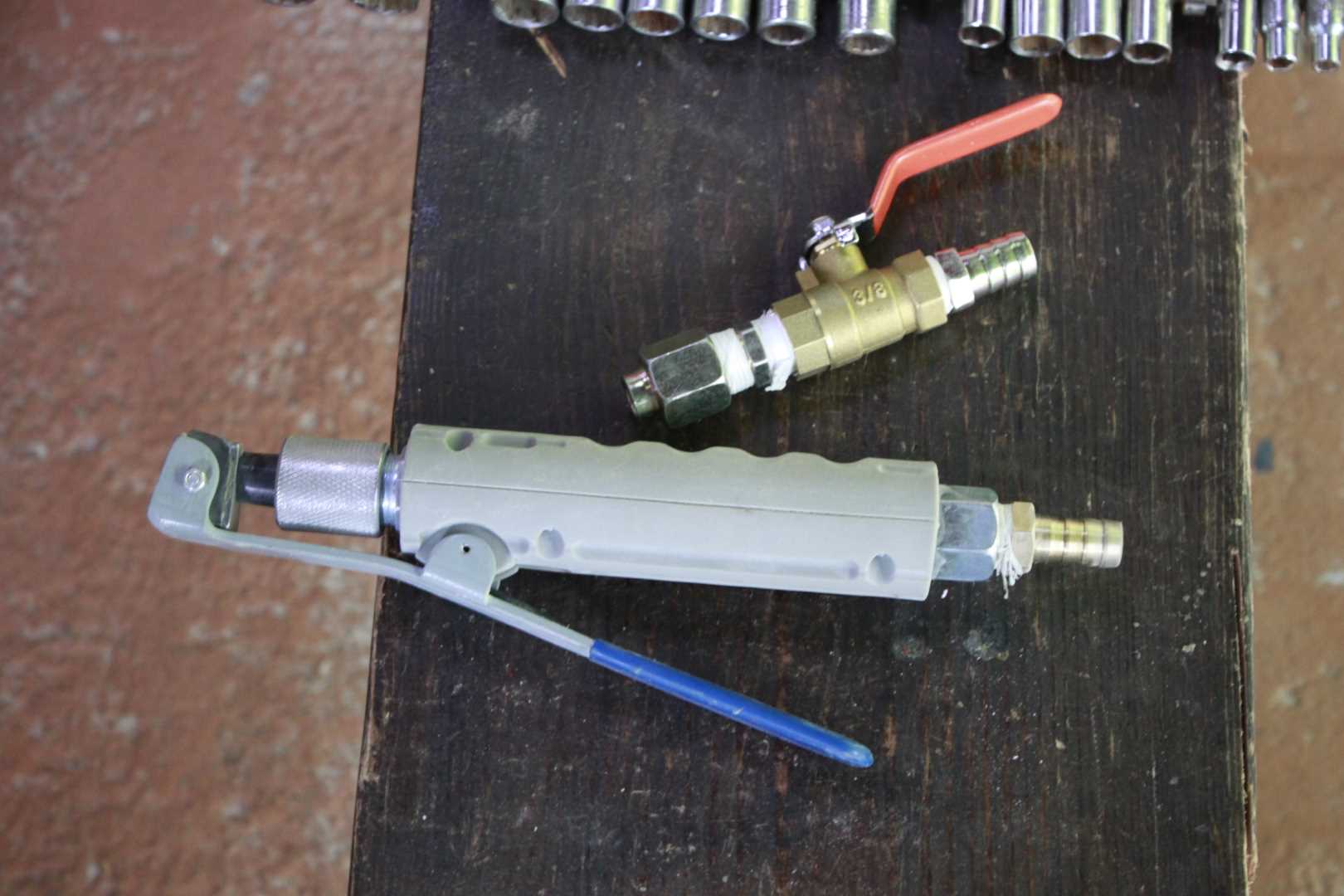
ノズルはセラミック碍子ようするに焼き物で出来ており、予備が3本ほどついてました。削れていくのが前提ですね。
ほか、サンドブラストキャビネットの砂受けをプラダンで作成。

べったり適当

バケツ側もガムテで適当にしてますこんな感じ

こんな感じ

しばらくしたら受け側から砂が漏れてきました。やっぱ駄目ね。
塗装の準備
ダンボールを使って、簡易塗装ブースとして、塗装を行います。錆止めにエスコを塗って、後からパテでもを塗るつもり。
- 先にサンドブラストで軽く表面を慣らして溶接焼けや、付着したテープの糊などを除去する。
- エアーを吹いて砂を飛ばし、スパッタがついてないか手で触ってチェックし、除去
- その後、シンナーで拭いて手油などを除去したのち、シリコンオフで拭いて準備完了
そんな感じで結構手間掛かってます。めんどくさい。

防錆塗料
防錆用下地にエスコ塗料と硬化剤とテクトEPシンナーを一通りそろえました。諭吉が飛んでいきます。
それにしてもこんなに大きいのを最初から買う必要はなかったような、、、。塗料を調合する時に一斗缶は重たくてやりづらい。
硬化剤の微調整はスポイトを使うが、毎回スポイト洗うのが面倒くさいし。扱いやすいサイズにしておけばよかった。

べったりと塗ったところ。防錆性能を確保するためには塗膜は厚いほうが良いようです。多分。
パテ塗るとき少し削るしね。

塗料としては粘りが強めだそうですが、後、希釈はしなくても充分でした。塗装面は意外とツルンとしてます。
エアーの圧力は4MPa弱で、半分ほど塗っては休ませてました。サブタンク欲しいな。
塗膜が厚すぎて垂れてきています。

表も塗りました。

エスコの品番は477-004でグレーのはずなんですけど自分の目にはぱっと見白に見えます。

色が明るいせいで、写真でも悪いところが目につきます。ま、これ以上板金でどうにかしようとしたら、鉄板が薄くなってペラペラになってしまうので先々パテでごまかそうと思ってます。

再修正
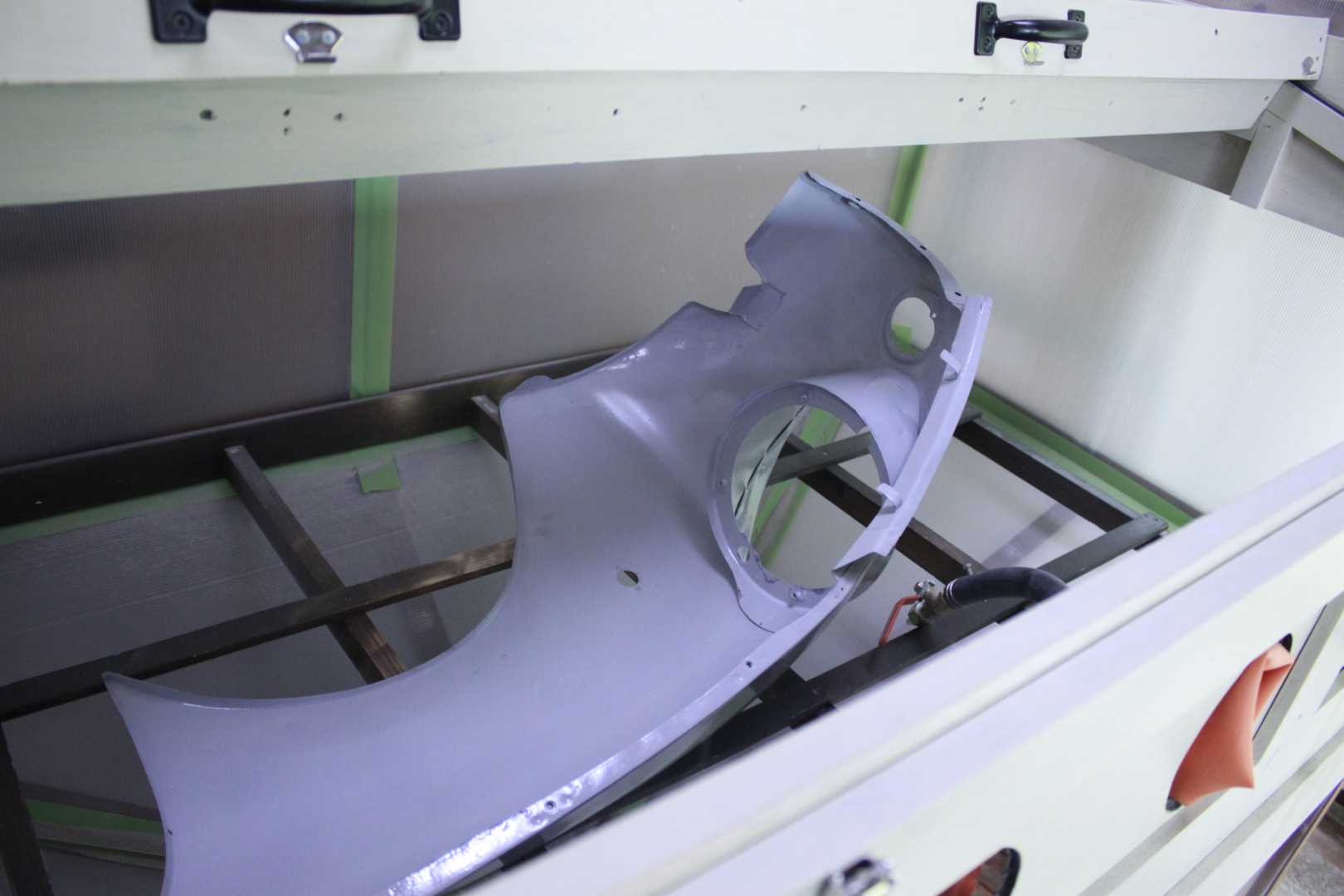
1日経って、乾燥し、スバルに置いてみました。

面が出ているか、塗膜が厚くて取り付けしづらくなっているかなどを塗装して気が良くなり、着けたり外したりして確認してました。
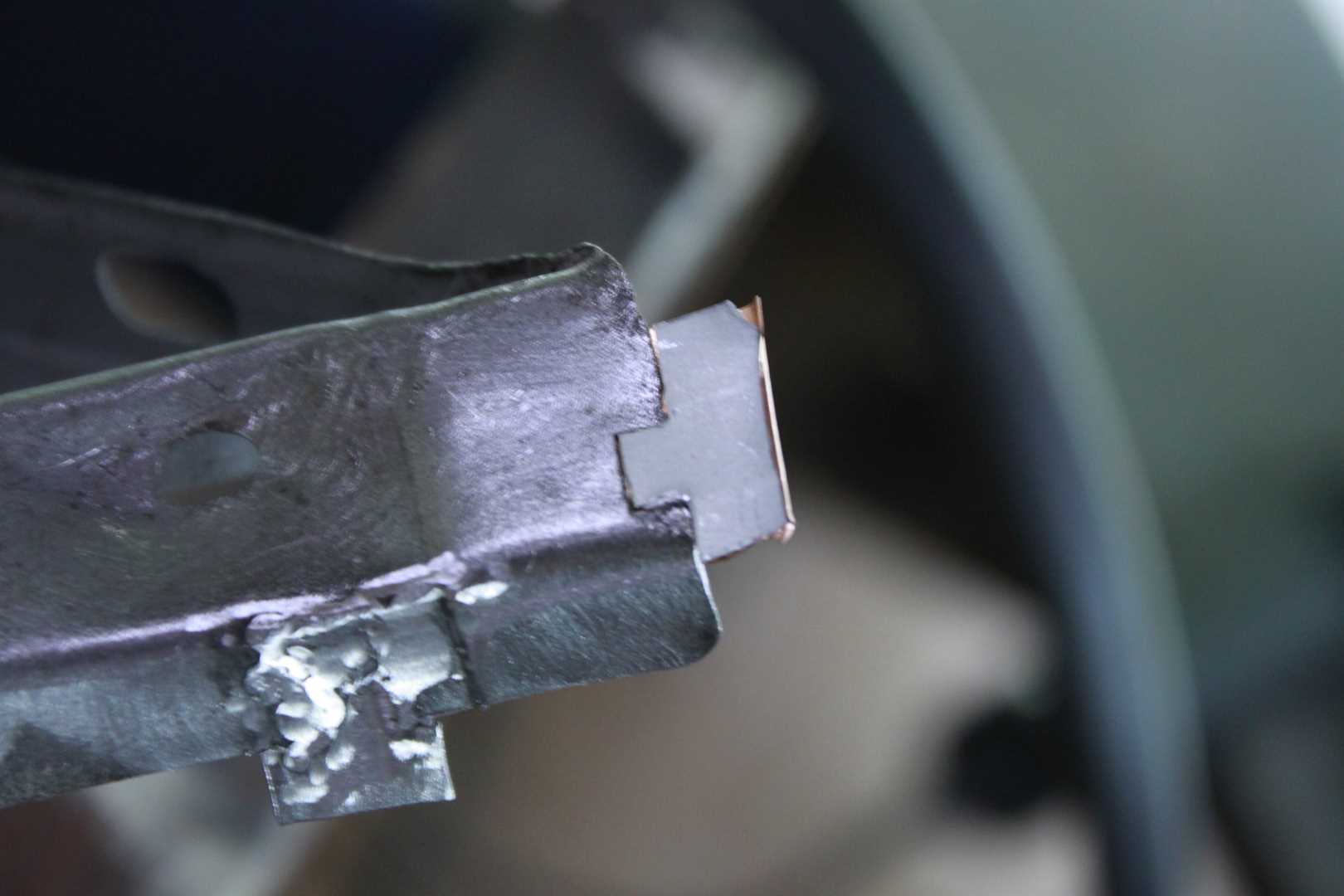
なんどもやっていると、赤枠の部分に負荷が掛かって、、

リブに亀裂が入ってしまいました、、、。けっこう錆びて薄くなってたしね。

再びサンドブラストキャビネットへぶち込んで
塗装を落とて再度溶接します。※写真がボケてる。

裏板を当てて穴が空きにくいようにしているところ、これで溶接いけるかな?

ジッとしてブラシで磨いて、ジッとしてブラシで磨いてで溶接!、、、、、相変わらず汚い。端っこ溶け落ちてるw

でもまあ裏はこんな感じ熱は充分通っている様子です^^)

ランダムサンダーで削ったところがこれ。案外いけるかな?

再度サンドブラストすると、、、薄いとこを貫通するかのように穴が空きます。
これを再度100Vノンガスで溶接すると確実に他の箇所(溶接部の周囲)に穴が空く。だから泥沼なんです。
パルスファイバーレーザー溶接等のハイテク溶接機がいつの日か一般人でも扱えるような日がこないかな~。値段と安全性の面で無理だろうけど。

塗って誤魔化します。

予想通りの穴が残りました。ここは見えないところだからパテすらしたくないけど、、、するかも、、。
人生を終えるまでにおわるんだろうか?
以上 2019年6月22日記録