これまでFDMの3Dプリンタで出力してきたが、細かな造形になると、どうしても積層痕が目立ち、限界がある。
やっぱり光造形3Dプリンタのほうが仕上がりが良いよね、、と思ってました。
思ってたけど、光造形レジンはFDMに比べて、素材の強度が弱い、紫外線硬化を行う為、太陽光などの紫外線で劣化しやすいのが心配で二の足を踏んでました。
が、Amazonのタイムセールで安くなっていたので思い切って購入して試してみることにしました。
Amazonから到着

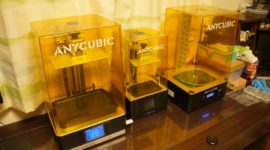
AnyCubic Photon Mono
購入した光造形プリンタはAnyCubic社のPhoton Mono 2Kモデル
4Kモデルとどちらがよいか悩んだけど、まずは入門として、手頃な価格の本機を購入。
他にも似たようなメーカーがありますが、個人的にAnyCubic社の製品は作りがしっかりしていて、全体的に使いやすそうなデザインで印象が良い。
他にもいろいろなメーカーがあるので好きなのを選べばよいと思います。

付属品はこんな感じ レジン以外に必要なものは揃っています。
初めてなので、説明書を隅から隅まで読み込みたい。

レジン洗浄機 Wash&Cure
光造形3Dプリンタでは出力したレジンの表面に未硬化のレジンが着くので、それをアルコールで洗い流す必要がある。
また、洗った後は紫外線を当てて硬化させ、強度を出す必要もある。
タッパにいれてかき混ぜて洗い流して紫外線ライトを当てる方法もあるらしいですが、めんどくさい作業になりそうなので、洗浄・硬化機も購入しました。
同社のWash & Cureという製品を購入。安かったです。

左で造形し、右で後処理する。2つそろうとラボ感が出る。デザインが似ているので統一感があってよい。

洗浄硬化機のブラケットが合わない
英語の説明書をGoogleで翻訳しながら読み、どのように使うか確認してたら、プラットフォームが洗浄機に固定できないことが分かった、、。
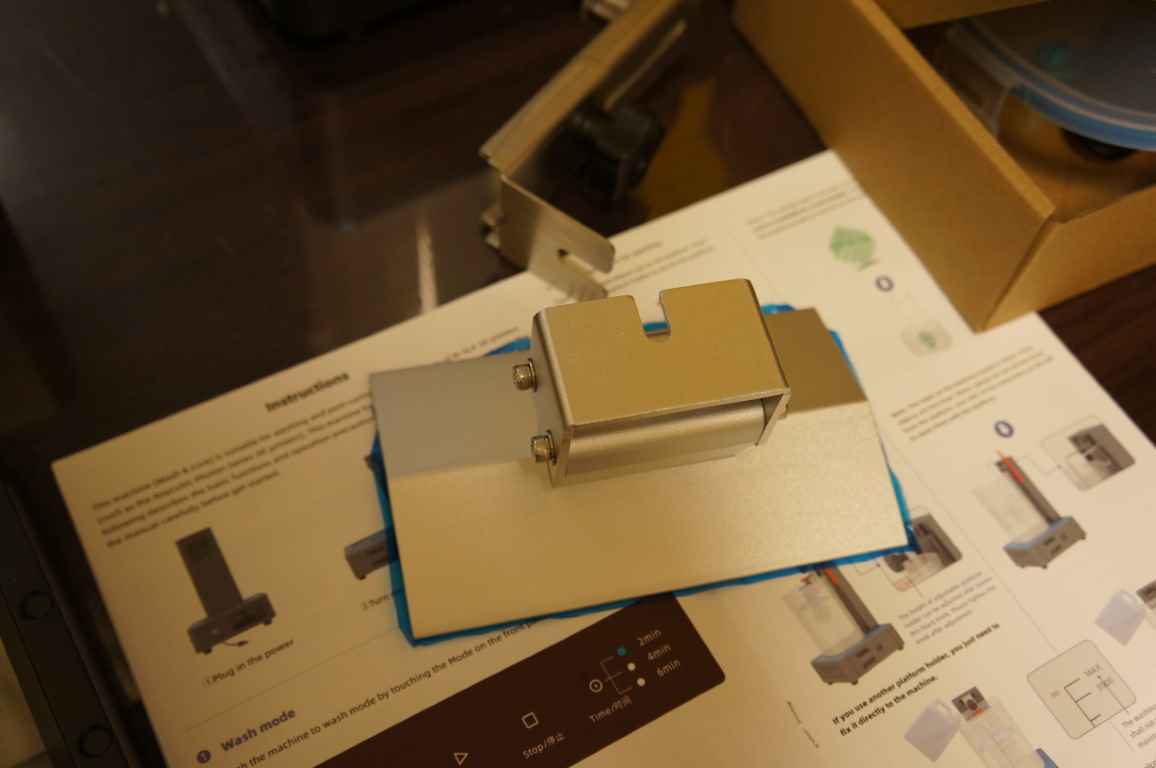
これはプラットフォームにネジがついているタイプのPhoton S用の製品、、、しまった!

ネジを取り付ければ取付も問題なさそうだが、、、出力する度にいちいちネジ止めは面倒臭い。
そして、洗浄ボックスに収めてみると、ブラケットの長さも短い、、
ネジで止めても落ちてしまいそうです。
ブラケットの作成
ということで、ブラケットを作成することにしました。
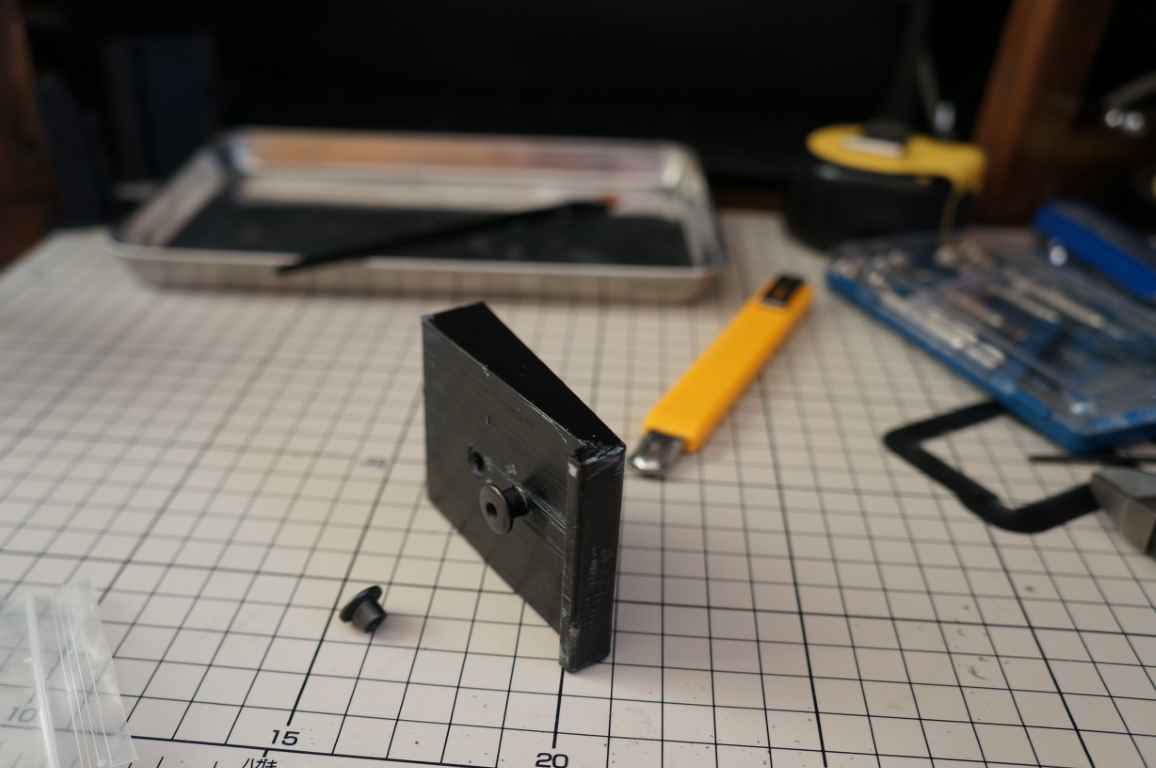
FDM3DプリンタでABSフィラメントで製作。先に引っかけるツメをつけています。

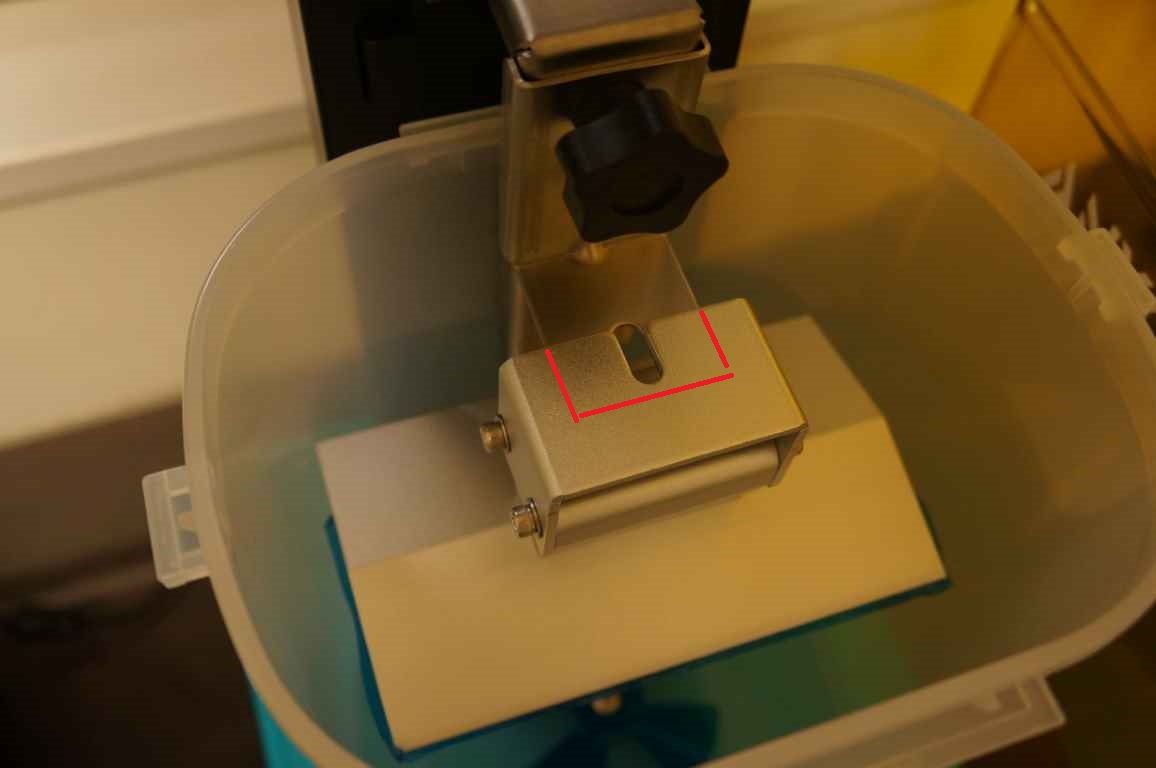
作成したブラケットは内部に溝があり、こんな感じに差し込む。キツめにしてます。

ブラケットには裏からM5のネジを差し込み、表はシカゴネジ※ホルスターアタッチメント取付用の余ったネジでガイドを固定
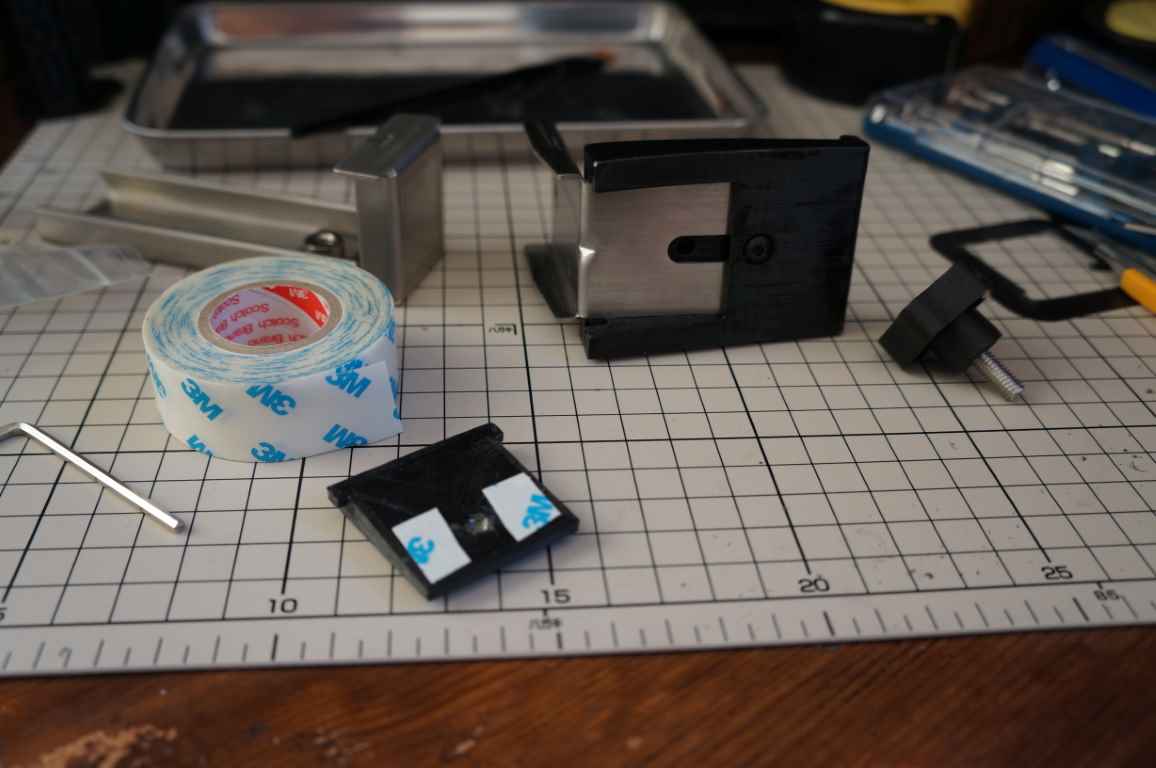
固定用のロック板にヘリサートネジを挿入 キーの後部は本体側の溝にはめます。

抜けるのを防ぐ為、両面テープでずれないようにします。
溝にはめて固定した後、反対側からネジを締め込み、ブラケットを締めこんで抜けないようにする。
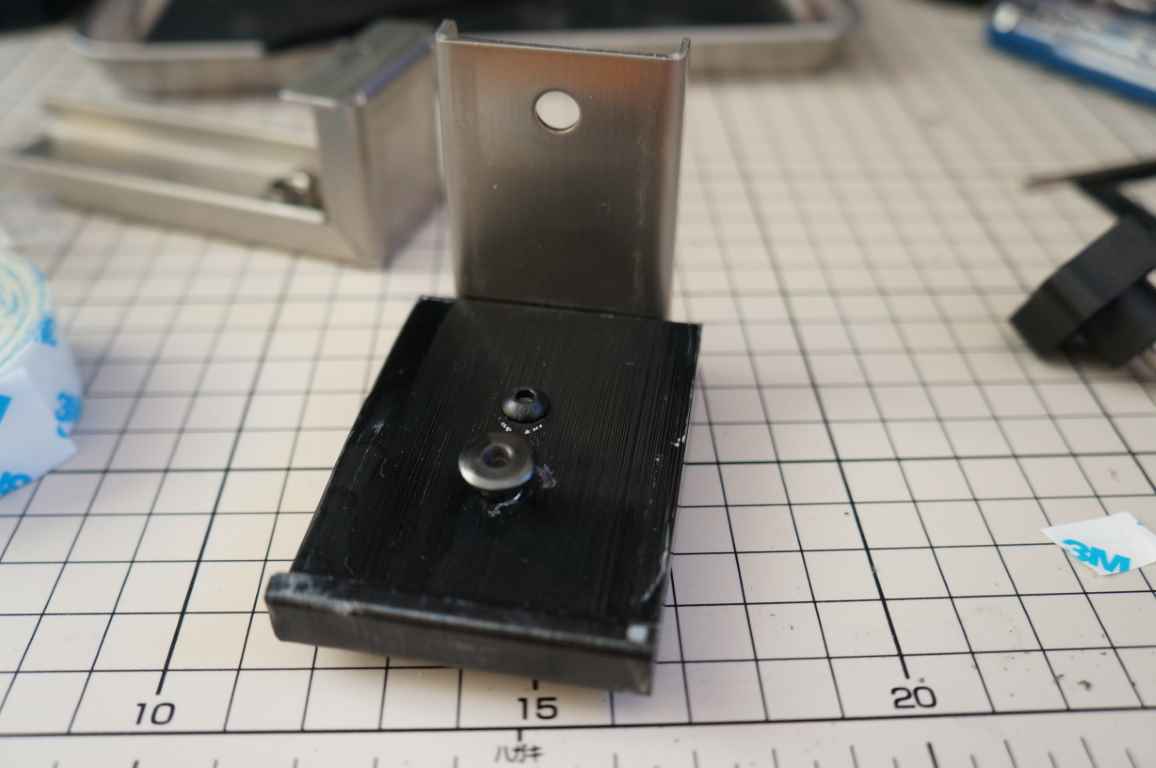
ロック板がブラケット本体を挟みこみ抜けなくなりました。
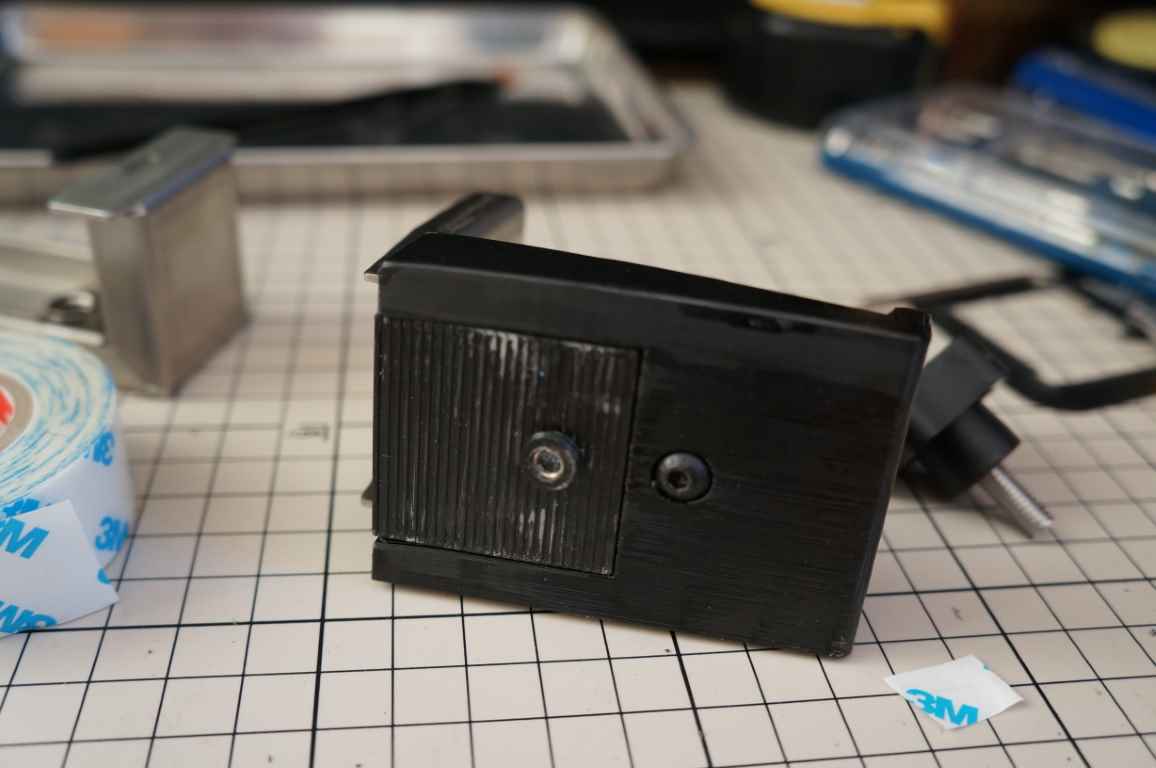
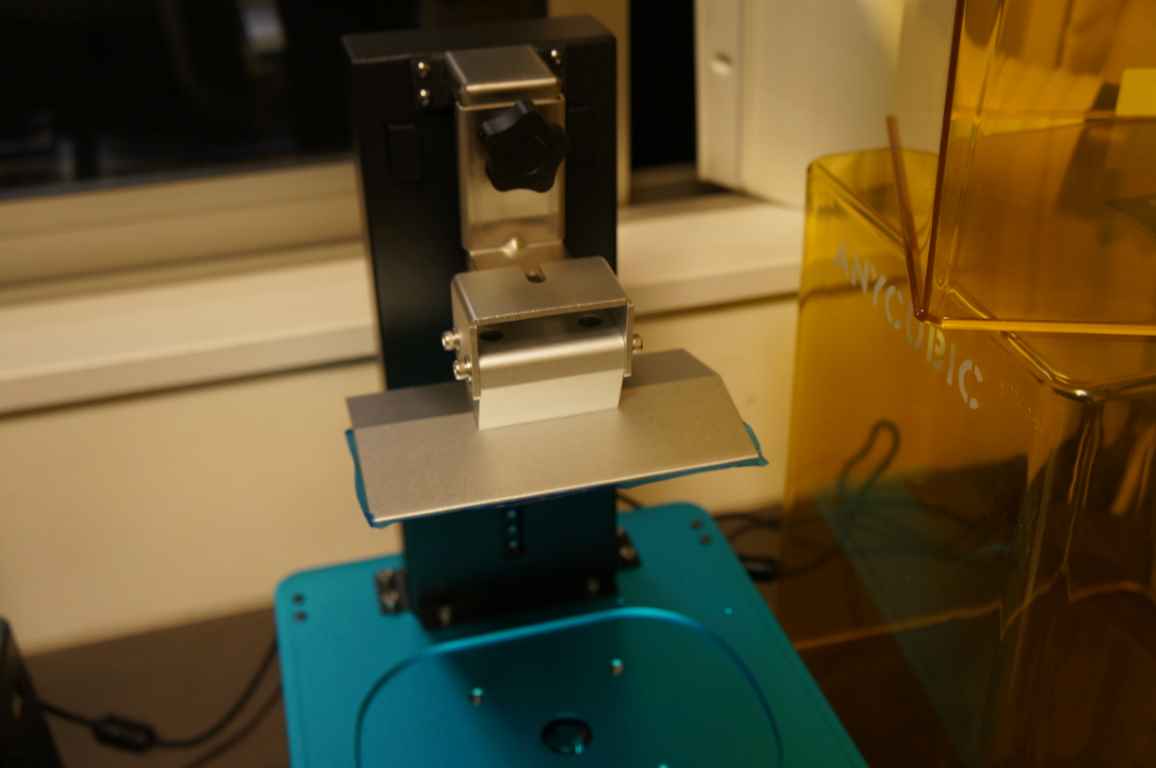
完成して取付

こんな感じにできました^^)

プラットフォームを取り付けてから収めてみる。
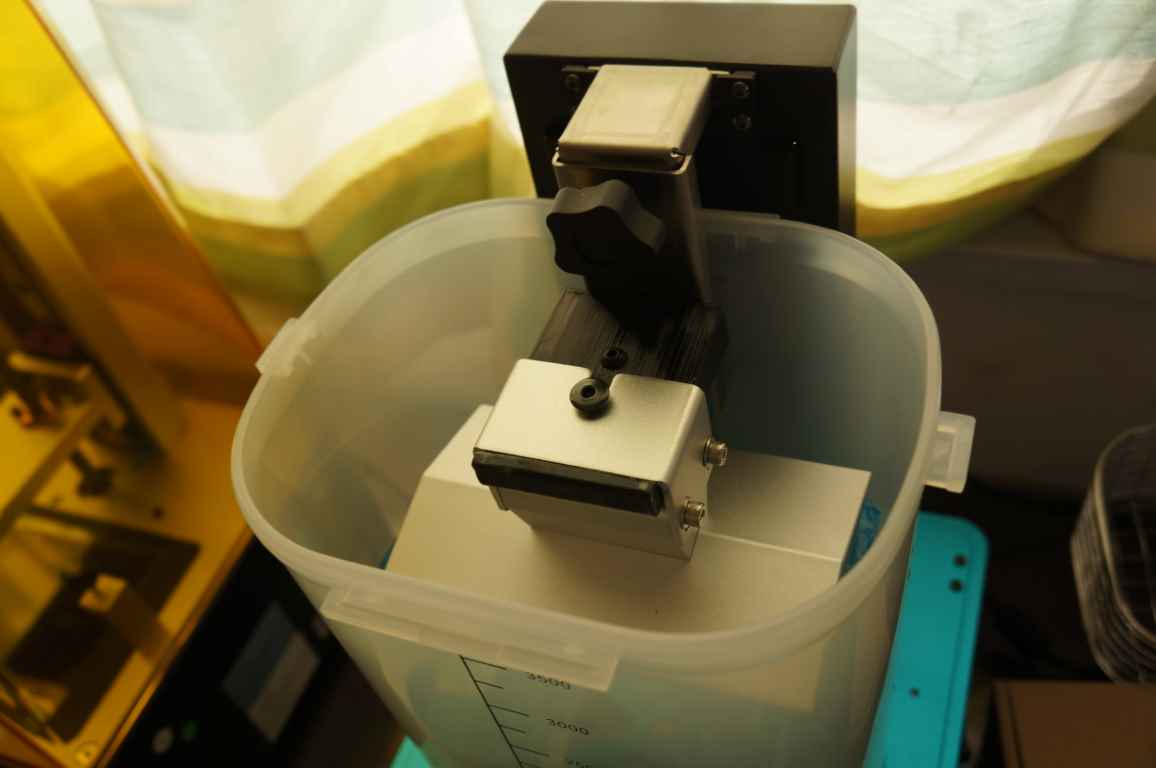
取付はこんな感じ↓
光造形3Dプリンタでの出力
本題の光造形3Dプリンタの準備を進めます。
ビルドプラットフォームの左右のネジを緩めて、パネルに紙を敷いて、ホームボタンを押してZ軸の調整に入る。

Z=0の位置でプラットフォーム左右のネジを軽く締めこんで仮固定し、
操作パネルでZ軸を上下させて、紙が若干抵抗がありながらするっと抜ける位置に合わせる。
最初は結構きつめにしました。

印刷してみる
とりあえず購入したレジンは純正レジン

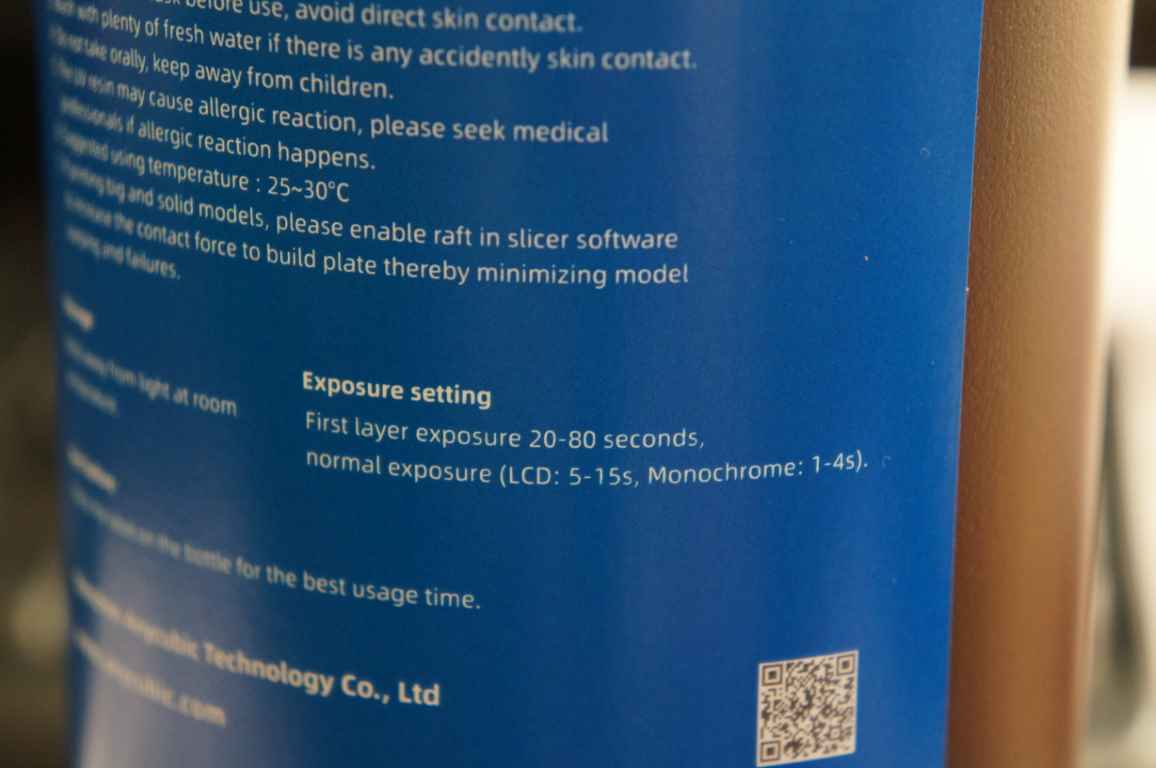
レジンのパッケージに記載の硬化時間で印刷します。
最初の初期層が20から80秒でそのあとは1~4秒でおおざっぱな感じ。
レジンを容器を振ってかき混ぜた後、バットにレジンを注ぎ込む。

カバーをして電源を入れ、室温を25度にして10分ほど放置してレジンが温まるのをまつ。
試しにPEQ5のダイヤルカバーを印刷する。
スライサー付属のPhotonWorkShopを使用。サポート材がどの程度必要か分からないんで2種類作ってみた

USBにデータをpwmoのファイルを保存し、本体にさしこんで印刷

ビルドプラットファームに硬化したレジンが貼り付きながら造形するので、ぶら下がって出てくるが、硬化が不十分だと出力したのがプラットフォームから脱落してしまう。
また、サポートが少ないと印刷途中でサポートが切れて落ちることもある。
最初は硬化時間が短くてプラットファオームに何もない状態もあり、バットに残ったパーツを除去してなんどか試してみました。
硬化時間を長めにすると、サポートが少ない左側のものでもなんとか出力できた。
硬化時間はこんな感じ

出来たのを見ると、明らかにFDM方式の3Dプリンタとは比べ物にならないくらい、造形がきれい!
だが、サポートが不十分な部分は綺麗に出力できていない。
左側は断面が水平に近い部分で角が削れており、サポートをつけすぎた右側はサポート材と本体が同化してしまっている(´・ω・`)ナニシテンダこれ

とまあ、こんな感じで光造形3Dプリンタを使い始めました。
あ、本体のほうですが、音が静かでよかったです。後、レジンが臭かった。
印刷中はこんな感じ
以上 2022年5月記録